
Cắt plasma rất dễ học và sử dụng (trên thực tế, nó dễ dàng đến mức nhiều người sử dụng tháo thiết bị ra khỏi bao bì và sử dụng được ngay). Tuy nhiên, cách tiếp cận đó có thể không tối ưu hóa khả năng của máy cắt plasma của bạn. Dưới đây là một số mẹo và thực hành sẽ giúp tăng hiệu quả và độ chính xác cũng như kéo dài tuổi thọ của máy cắt plasma và vật tư tiêu hao của bạn.

Trước khi bắt đầu cắt plasma
Theo Don Keddell, chuyên gia đào tạo của Miller Electric Mfg. LLC, để mua được máy cắt plasma phù hợp với nhu cầu của bạn, bước đầu tiên và quan trọng nhất là đọc tài liệu hướng dẫn sử dụng của nhà sản xuất.
Keddell nói: “Đọc tài liệu hướng dẫn sử dụng của nhà sản xuất là một bước quan trọng và là một trong những bước mà nhiều người dùng không thực hiện. "Bạn nên dành thời gian để đọc kỹ hướng dẫn sử dụng và làm quen với dòng máy cắt plasma của bạn. Nó chứa thông tin quan trọng về sự an toàn và tận dụng tối đa máy cắt plasma của bạn."
Thông tin sau đây không thay thế việc đọc kỹ hướng dẫn sử dụng. Đọc tài liệu hướng dẫn sử dụng sau đó giữ nó ở nơi thuận tiện để bạn và những người vận hành khác có thể tham khảo khi cần.
Keddell gợi ý nên phát triển một "thói quen trước khi khởi động" để sử dụng máy cắt plasma của bạn, bắt đầu từ phía sau và làm việc về phía trước.
1. Kiểm tra dây nguồn để đảm bảo rằng dây ở tình trạng tốt và được cắm vào đúng loại nguồn điện chính. Một số thiết bị, chẳng hạn như những thiết bị sử dụng công nghệ Auto-line ™, cho phép bạn cắm chúng vào bất kỳ nguồn điện nào từ 208V đến 575V. Các thiết bị khác yêu cầu một điện áp cụ thể và người dùng phải đảm bảo rằng chúng được cắm vào đúng nguồn điện và bất kỳ công tắc chọn nguồn nào cũng được đặt chính xác.
2. Kiểm tra nguồn cung cấp khí của bạn để đảm bảo rằng lưu lượng và áp suất không khí được đưa chính xác vào máy. Hướng dẫn sử dụng của nhà sản xuất nên có các yêu cầu về không khí.
3. Không khí khô rất quan trọng đối với quá trình cắt plasma và tối đa hóa khả năng cắt. Keddell khuyên bạn nên lắp bộ lọc không khí và / hoặc máy sấy vào máy nếu máy không được trang bị. Kiểm tra, làm sạch và thay thế bộ lọc và hoặc máy sấy theo khuyến nghị của nhà sản xuất. Keddell nói, điều quan trọng là phải có một số loại chất bịt kín trên đầu nối để giảm nguy cơ rò rỉ áp suất không khí.
4. Kết nối với đuốc cắt, nếu nó chưa được kết nối.
5. Đảm bảo rằng tất cả các vật tư tiêu hao của bạn được đặt đúng vị trí và chính xác cho công việc và chúng vừa khít và an toàn. Keddell nhận được nhiều cuộc gọi từ nhiều người do họ xiết chụp bảo vệ quá mức và kết quả là trải nghiệm cắt không liên tục.
6. Nếu có thể, hãy chọn quy trình thích hợp. Trên một số máy có dòng đầu ra cao hơn, một công tắc cho phép người sử dụng chọn giữa cắt và khoét lỗ.
7. Bật máy
8. Kiểm tra cài đặt khí. Cài đặt PSI có thể có các cài đặt khác nhau để cắt và khoét lỗ. Trên một số máy cắt plasma, người vận hành giảm cường độ dòng điện xuống 0, điều này làm bật lưu lượng không khí và cho phép người vận hành cài đặt áp suất chính xác.
9. Đặt dòng ra thành cài đặt chính xác. (Thêm các điều bên dưới.)
10. Kiểm tra kết nối tiếp đất với vật cắt. Mặc dù plasma có thể cắt xuyên qua kim loại được sơn, nhưng nó yêu cầu một kết nối chắc chắn trên một phần sạch của phôi càng gần với khu vực làm việc càng tốt.
11. Đảm bảo rằng bạn có đầy đủ các thiết bị an toàn. Tài liệu hướng dẫn của nhà sản xuất sẽ có nhiều chi tiết hơn, nhưng nhìn chung bạn cần cùng một loại đồ bảo hộ như khi hàn. Nếu bàn bị ướt và bạn đặt cánh tay trần lên đó, bạn có thể trở thành một phần của mạch điện và bị điện giật, vì vậy hãy đảm bảo rằng bạn đang đeo yếm hàn, cùng với găng tay và kính bảo vệ mắt thích hợp. Thông thường, kính số 5 là biện pháp bảo vệ mắt tối thiểu với các sắc thái khác được yêu cầu tùy thuộc vào cường độ dòng điện. Một tấm che mặt cũng được khuyến khích sử dụng.
12. Cắt một mẫu cắt trên cùng một loại vật liệu như vật cắt để kiểm tra thông số cài đặt và tốc độ di chuyển.
13. Rất khó để dừng lại một cách gọn gàng và tiếp tục một vết cắt dài. Hãy luyện tập cách cắt trước đó để đảm bảo bạn có đủ thoải mái di chuyển để thực hiện một đường cắt liên tục.
Lời khuyên
Một đường cắt đẹp phụ thuộc vào nhiều yếu tố: tốc độ di chuyển, kỹ thuật, khoảng cách từ bề mặt vật cắt và đầu cắt. Mẹo tập trung dòng plasma vào vật cắt. Thiết bị mà Keddell sử dụng để trình diễn sử dụng các đầu tip 80 amp và 40 amp, đồng thời cung cấp các phiên bản mở rộng của chúng để tăng phạm vi tiếp cận cũng như các mẹo khoét lỗ.
Sử dụng đầu cắt dòng cao hơn khi cắt vật liệu dày hơn. Bởi đầu cắt dòng thấp có lỗ nhỏ hơn, nó duy trì một dòng plasma hẹp ở các cài đặt thấp để cắt vật liệu mỏng. Sử dụng đầu cắt 40 amp ở cài đặt 80 amp sẽ làm biến dạng lỗ đầu cắt và cần phải thay thế đầu cắt mới. Sử dụng đầu 80 ở các cài đặt thấp hơn cũng sẽ không tập trung luồng plasma và dẫn đến đường cắt rộng hơn. Sử dụng các đầu cắt dài để cắt các góc hoặc cắt các khu vực hẹp.
Các đầu cắt khoét lỗ truyền dòng plasma và loại bỏ nhiều vật liệu cùng một lúc, cho phép hồ quang loại bỏ một lượng lớn vật liệu trong một lần đi qua.
Keddell lưu ý rằng nếu bạn đang sử dụng khí sạch, khô và để cắt dài hơn, bạn có thể cắt được liên tục khoảng hai giờ từ các vật tư tiêu hao của mình. Liên tục khởi động lại hồ quang bằng cách kích hoạt đuốc cắt sẽ rút ngắn tuổi thọ của vật tư tiêu hao. Việc chạm đầu cắt vào vật liệu mà không có tấm chắn cản tại chỗ sẽ gây ra hiện tượng phóng điện hồ quang kép do dòng điện chạy qua để tìm đường đi ngắn nhất đến phôi. Điều này sẽ làm giảm tuổi thọ của vật tư tiêu hao.
Khi bạn không sử dụng chụp bảo vệ, hãy duy trì khoảng cách giữa đầu và phôi 1/16 đến 1/8 inch. Như đã lưu ý, việc chạm đầu cắt vào bề mặt làm việc sẽ ảnh hưởng đến chất lượng vết cắt và tuổi thọ vật tư tiêu hao. Tuy nhiên, việc di chuyển đầu cắt xa phôi sẽ làm giảm khả năng cắt hiệu quả của máy.
Nhiều máy cắt plasma đi kèm với một chụp bảo vệ được đặt trên bề mặt cắt trong quá trình hoạt động và giữ khoảng cách tối ưu 1/8-in, lý tưởng cho việc kéo dài tuổi thọ đầu cắt và cắt chuẩn.

Tư thế khi cắt plasma
Nếu bạn không sử dụng chụp bảo vệ hoặc để cắt chính xác hơn, Keddell khuyên bạn nên đặt tay không cắt của bạn xuống như trong Hình 1 và sử dụng nó làm hướng dẫn cho tay kia. Vị trí tay nghỉ này cho phép tự do di chuyển theo mọi hướng đồng thời giúp duy trì vị trí cố định liên tục và ổn định tay của bạn.

Như đã lưu ý, Keddell khuyên bạn nên tập cắt trước để đảm bảo rằng nó có thể được thực hiện trong một chuyển động liên tục. Rất khó để bắt đầu một đường hồ quang ở giữa vết cắt và duy trì một đường cắt sạch.
Khi cắt, giữ đuốc cắt vuông góc với phôi bất cứ khi nào có thể (trừ khi cắt vát).
Khi bắt đầu cắt vật liệu mỏng, hồ quang có thể xuyên qua ít hoặc không dội ngược lại. Tuy nhiên, trên vật liệu dày hơn, hãy bắt đầu với đuốc cắt ở góc 45 độ để kim loại có thể đi qua ngay khi cắt. Nếu không, kim loại sẽ văng ngược trở lại và nhanh chóng làm mòn các vật tư tiêu hao.
Hướng di chuyển của đuốc cắt
Cơ học của con người giúp kéo đuốc cắt dễ dàng hơn là đẩy. Hình cắt plasma có một cạnh vát và một cạnh thẳng. Nếu điều này quan trọng đối với dự án của bạn, hãy lập kế hoạch cho phù hợp. Plasma xoáy khi nó ra khỏi đầu cắt ở một bên và kết thúc ở bên còn lại. Keddell nói một cách dễ nhớ là hãy nghĩ về đuốc cắt plasma như một chiếc xe không chạy lùi. Ngọn đuốc di chuyển hướng nào sẽ hướng về phía trước và phía hành khách luôn là phía thẳng.
Cường độ và tốc độ di chuyển
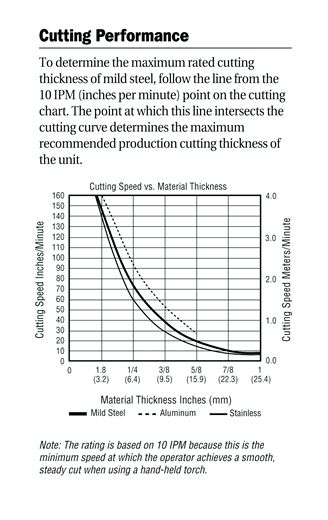
Sổ tay hướng dẫn của nhà sản xuất có một biểu đồ so sánh độ dày của vật liệu với tốc độ di chuyển tính bằng inch trên phút (xem Biểu đồ Hiệu suất Cắt).
"Bạn di chuyển càng nhanh (đặc biệt là trên nhôm), đường cắt sẽ càng sạch", Keddell nói. "Trên chất liệu dày hơn, hãy đặt máy ở mức đầu ra đầy đủ và thay đổi tốc độ di chuyển của bạn. Trên chất liệu mỏng hơn, bạn cần giảm cường độ dòng điện và đổi sang đầu có cường độ dòng điện thấp hơn để duy trì một đường cắt hẹp."
Để xác định xem bạn đang cắt quá nhanh hay quá chậm, hãy theo dõi hồ quang xuất phát từ phía dưới của vết cắt. Hồ quang sẽ thoát ra khỏi vật liệu ở một góc từ 15 đến 20 độ đối diện với hướng di chuyển. Nếu nó đi thẳng xuống, điều đó có nghĩa là bạn đang di chuyển quá chậm và sẽ tích tụ cặn bẩn hoặc xỉ không cần thiết. Nếu bạn di chuyển quá nhanh, nó sẽ phun ngược trở lại. Vì hồ quang sẽ đi theo một góc, khi kết thúc một vết cắt, hãy làm chậm tốc độ cắt và hướng đuốc cắt vào vết cắt qua phần kim loại cuối cùng.


Hướng dẫn
Để đánh dấu vật liệu cần cắt, hãy sử dụng bút dạ đen hoặc phấn trắng. Màu sắc khác nhau để các dấu hiệu dễ nhìn hơn.
Để cắt chính xác hơn, một cạnh thẳng có thể được kẹp vào phôi để dẫn hướng mỏ cắt. Nếu bạn thực hiện nhiều vết cắt của cùng một hình dạng, nên tạo một mẫu.
Đảm bảo đầu dẫn hướng không cháy. Keddell ưa thích nhôm hơn vì bề mặt nhôm nhẵn, nhưng nói thêm rằng do tính dẫn điện của nhôm nên khi chạm vào chụp bảo vệ và không tiếp xúc với đầu cắt
Đầu dẫn hướng thẳng và tròn cũng có sẵn để giúp đảm bảo việc cắt được chính xác. (Xem ảnh.)



Mặc dù có thể dễ dàng mở máy cắt plasma để bắt đầu cắt, nhưng hãy dành thời gian để tự làm quen với cách vận hành thích hợp. Như Keddell đã lưu ý, hãy đọc hướng dẫn sử dụng của nhà sản xuất trước và ghi nhớ các mẹo trước đó. Nó sẽ giúp bạn tối ưu hóa việc cắt plasma của mình để phù hợp hơn, tăng năng suất và giảm chi phí vận hành.
Nguồn: Millerwelds.com






")















![[Hướng dẫn] Cách hàn MIG nhôm thành công](https://www.hoathinh.com.vn/image/cache/catalog/tin-tuc/hàn mig nhôm 1-1-1200x750.jpg "[Hướng dẫn] Cách hàn MIG nhôm thành công")












 Và Cải Thiện Hiệu Quả Quy Trình Hàn Công Nghiệp")






![[Hướng dẫn] Giám sát dữ liệu hàn trong sản xuất](https://www.hoathinh.com.vn/image/cache/catalog/tin-tuc/giám sát giữ liệu hàn 2-1200x750.jpg "[Hướng dẫn] Giám sát dữ liệu hàn trong sản xuất")

")




