Thiết bị/máy hàn tốt, phù hợp nhất
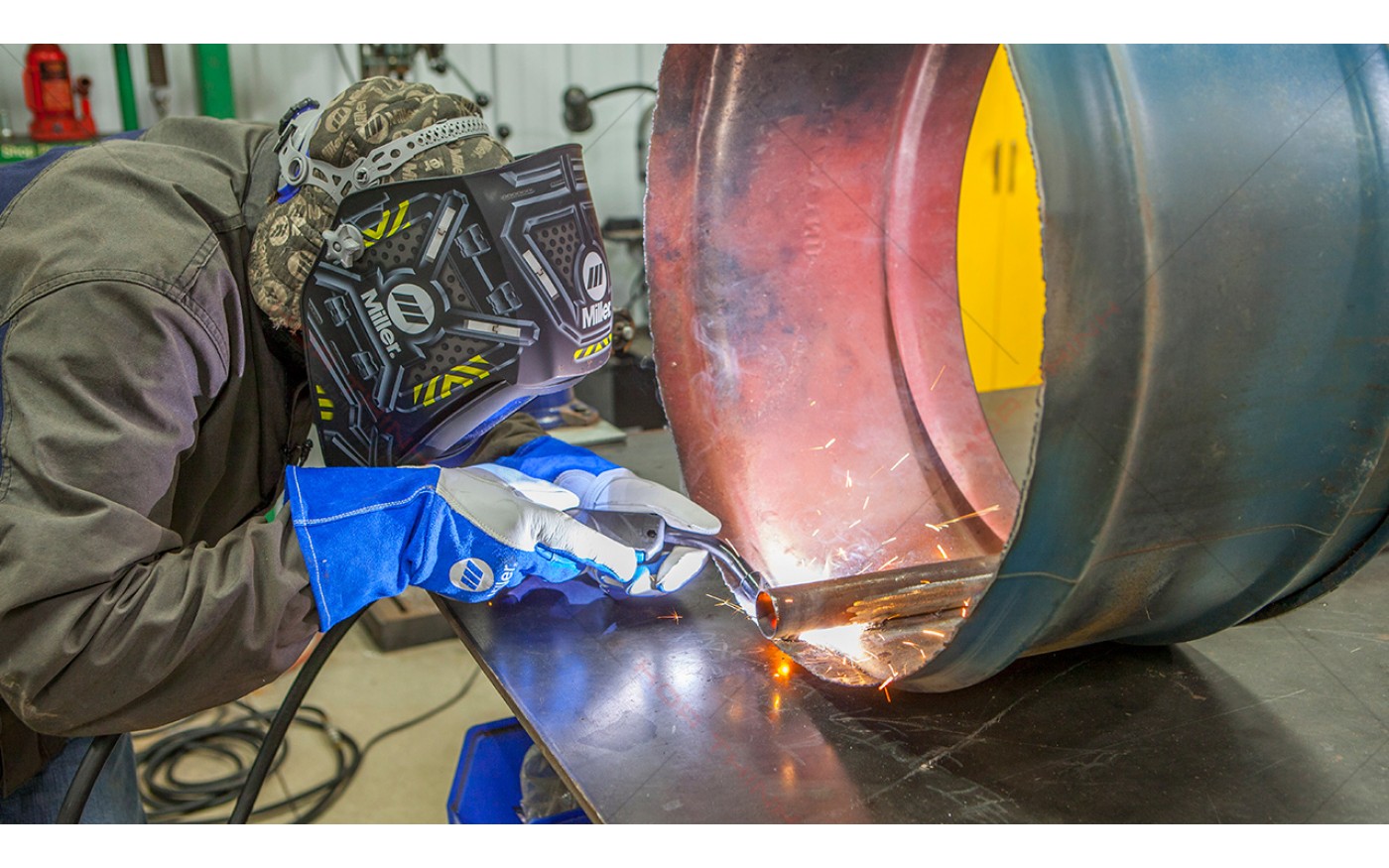
Máy hàn tốt giúp hàn dễ dàng hơn, trong khi thiết bị kém có thể khiến bạn phải trả giá đắt về chất lượng mối hàn. Máy hàn MIG như Millermatic® 211 và Millermatic 141 là lý tưởng cho thợ hàn không chuyên. Nếu bạn đang tìm kiếm một máy có nhiều phương pháp hàn, chúng tôi khuyên bạn nên sử dụng máy hàn đa phương pháp như Multimatic® 215 và Multimatic 220 AC/DC.
Một số máy hàn hiện đại như công nghệ Auto-Set ™, tự động đặt các thông số tối ưu dựa trên độ dày vật liệu và đường kính dây. Điều này cho phép bạn tập trung vào kỹ thuật thích hợp hơn.
Để xác định máy hàn nào phù hợp nhất với nhu cầu của bạn, hãy xem máy hàn nào phù hợp cho gia đình hoặc cửa hàng của bạn hoặc tải các hướng dẫn này.
Bất kể lựa chọn máy của bạn là gì, hãy đọc kỹ hướng dẫn sử dụng của hãng. Nó chứa thông tin quan trọng về hướng dẫn vận hành và an toàn thích hợp. Hầu hết các công ty cung cấp hướng dẫn sử dụng của họ trực tuyến.
Các hướng dẫn cơ bản sau đây dành hàn MIG/MAG với dây thép đặc. Thiết kế mối ghép, vị trí và các yếu tố khác ảnh hưởng đến kết quả và cài đặt. Khi đạt được kết quả tốt, ghi lại các thông số.
Chiều dày vật liệu quyết định cường độ dòng điện:
Theo hướng dẫn, mỗi 0,001 inch độ dày vật liệu yêu cầu 1 amp đầu ra: 0.125 inch = 125 amps.
Chọn kích thước dây hàn phù hợp theo cường độ dòng điện:
Vì bạn không muốn thay đổi dây, hãy chọn một loại dây cho độ dày thường dùng nhất của bạn.
- 30-130 amps: .023 inch
- 40-145 amps: .030 inch
- 50-180 amps: .035 inch
- 75-250 amps: .045 inch
Đặt điện áp:
Điện áp xác định chiều cao và chiều rộng của hạt. Nếu không có biểu đồ, hướng dẫn sử dụng hoặc thông số kỹ thuật để đặt điện áp chính xác, bạn có thể thử cách này: Trong khi một người hàn trên kim loại phế liệu, một người trợ lý sẽ giảm điện áp xuống cho đến khi hồ quang bắt đầu đâm vào phôi. Sau đó, bắt đầu hàn lại và trợ lý tăng điện áp cho đến khi hồ quang trở nên không ổn định. Mức điện áp giữa hai điểm này là điện áp khởi đầu tốt.
Giữa điện áp hồ quang và chiều dài hồ quang có mối quan hệ. Hồ quang ngắn làm giảm điện áp và tạo ra một mối hàn nhỏ, nhô cao. Hồ quang dài(nhiều điện áp hơn) tạo ra mối hàn phẳng và rộng hơn. Chiều dài hồ quang quá lớn sẽ tạo ra mối hàn rất phẳng và khả năng bị cháy chân.
Tốc độ cấp dây (cường độ dòng điện):
Tăng tốc độ cấp dây là tăng cường độ dòng điện và tăng độ ngấu mối hàn. Tốc độ cấp dây quá cao có thể dẫn đến kim loại mối hàn bị cháy hoạc thủng vật hàn. Nếu không có hướng dẫn sử dụng hoặc tờ thông số kỹ thuật mối hàn, hãy sử dụng hệ số nhân trong biểu đồ sau để tìm điểm bắt đầu tốt cho tốc độ cấp dây. Ví dụ: đối với dây 0.030-inch, nhân với 2 inch trên mỗi amp để tìm tốc độ cấp dây tính bằng inch trên phút (ipm).
|
Kích thước dây |
Nhân với |
Tốc độ cấp dây (VD: sử dụng 1/8 inch (125 amps)) |
|
.023 inch |
3.5 inches/amp |
3.5 x 125 = 437.5 ipm |
|
.030 inch |
2 inches/amp |
2 x 125 = 250 ipm |
|
.035 inch |
1.6 inches/amp |
1.6 x 125 = 200 ipm |
|
.045 inch |
1 inch/amp |
1 x 125 = 125 ipm |
Các mối hàn tham khảo
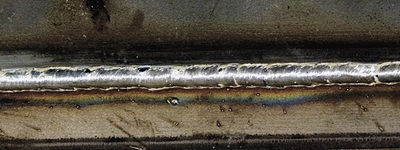
Một cách để kiểm tra thông số hàn là tiến hành hàn thử một đường hàn, tùy theo hình dạng đường hàn xuất hiện sau đó mà ta điều chỉnh thông số sao cho phù hợp.
Mối hàn tốt:
Là mối hàn có độ thâm nhập tốt vào vật liệu cơ bản, đường hàn thẳng và bề mặt phẳng, chiều rộng mối hàn phù hợp, biên đường hàn và vật hàn có sự liên kết tốt.

Điện áp quá cao:
Điện áp cao được biểu hiện bằng hồ quang không ổn định, độ xuyên thấu không nhất quán và vũng hàn hỗn loạn không thể xuyên qua vật liệu cơ bản một cách đồng đều.

Điện áp quá thấp:
Điện áp quá thấp dẫn đến hồ quang khó khởi động, khó điều khiển và độ ngấu kém. Nó cũng gây ra hiện tượng bắn tóe kim loại nhiều, hình dạng mối hàn nhô cao và liên kết giữa biên mối hàn và chi tiết hàn kém.

Tốc độ di chuyển quá nhanh:
Mối hàn nhô cao, hẹp, không đủ độ liên kết giữa biên mối hàn và vật hàn, độ ngấu không đủ và mối hàn không đều.

Tốc độ di chuyển quá chậm:
Tốc độ di chuyển mỏ hàn quá chậm tao ra quá nhiều nhiệt vào mối hàn, dẫn đến đường hàn quá rộng và độ ngấu kém. Trên vật liệu mỏng, nó cũng có thể gây cháy thủng.

Tốc độ cấp dây/cường độ dòng điện quá cao:
Tốc độ cấp dây hoặc cường độ dòng điện quá cao (tùy thuộc vào loại máy bạn đang sử dụng) có thể khó tạo hồ quang mối hàn quá rộng, cháy thủng, văng bắn nhiều và độ ngấu kém.

Tốc độ cấp dây/cường độ dòng điện quá thấp: Mối hàn nhô cao, hẹp, đôi khi không có sự hòa quyện giữa biên mối hàn và vật hàn.
Không có hoặc thiếu khí bảo vệ:
Việc thiếu hoặc không đủ khí bảo vệ dễ dàng được xác định bằng độ rỗng và lỗ kim ở bề mặt và bên trong mối hàn.







")
















![[Hướng dẫn] Cách hàn MIG nhôm thành công](https://www.hoathinh.com.vn/image/cache/catalog/tin-tuc/hàn mig nhôm 1-1-1200x750.jpg "[Hướng dẫn] Cách hàn MIG nhôm thành công")













 Và Cải Thiện Hiệu Quả Quy Trình Hàn Công Nghiệp")





![[Hướng dẫn] Giám sát dữ liệu hàn trong sản xuất](https://www.hoathinh.com.vn/image/cache/catalog/tin-tuc/giám sát giữ liệu hàn 2-1200x750.jpg "[Hướng dẫn] Giám sát dữ liệu hàn trong sản xuất")

")



