Một công cụ cảm ứng nhiệt mới dành cho các công trường cho phép các nhà thầu có thể gia nhiệt sơ bộ và nung mối hàn để giảm chi phí và tiết kiệm thời gian.
Gia nhiệt và nung khi hàn
Nhiều ứng dụng hàn quan trọng sử dụng quy trình gia nhiệt sơ bộ và nung nhằm giúp giảm thiểu nguy cơ khuyết tật ở các mối hàn hoặc phải gia công lại, đồng thời giúp đảm bảo chất lượng cần thiết của mối hàn.
Gia nhiệt và nung có thể giúp:
- Giảm khả năng bị nứt do hydro gây ra
- Làm chậm tốc độ nguội của mối hàn
- Giảm biến dạng vật hàn
Các ứng dụng hàn tại công trường trong nhiều ngành công nghiệp bao gồm xây dựng, đường ống và đóng tàu, thường yêu cầu gia nhiệt trước khi hàn. Bất kỳ công việc hàn nào cần gia nhiệt trước đều có thể sử dụng công nghệ cảm ứng nhiệt.
Tuy nhiên, các phương pháp làm nóng truyền thống có nhiều thách thức có thể gây tốn thời gian và tiền bạc, kể cả rủi ro và độ nguy hiểm cao. Tìm hiểu một công cụ cảm ứng nhiệt mới được thiết kế cho các công trường cho phép các nhà thầu gia nhiệt trước và nung mối hàn để giảm chi phí nhằm đáp ứng thời gian thi công của dự án.
Phương pháp gia nhiệt trước khi hàn cho công trường
Quá trình gia nhiệt trước khi hàn bao gồm việc làm nóng khu vực xung quanh mối hàn hoặc toàn bộ bộ phận đến nhiệt độ nhất định trước khi hàn. Điều này làm giảm tốc độ nguội của mối hàn. Nó cũng làm giảm độ cứng trong vùng ảnh hưởng nhiệt (HAZ) - kết quả mối hàn ít giòn hơn và dễ uốn hơn đồng thời loại bỏ độ ẩm để ngăn chặn sự tích tụ hydro gây nứt.
Ba phương pháp gia nhiệt thường được sử dụng trên công trường là cảm ứng nhiệt, ngọn lửa và điện trở. Mỗi loại đều có mặt ưu và hạn chế nhất định tùy thuộc vào từng ứng dụng.
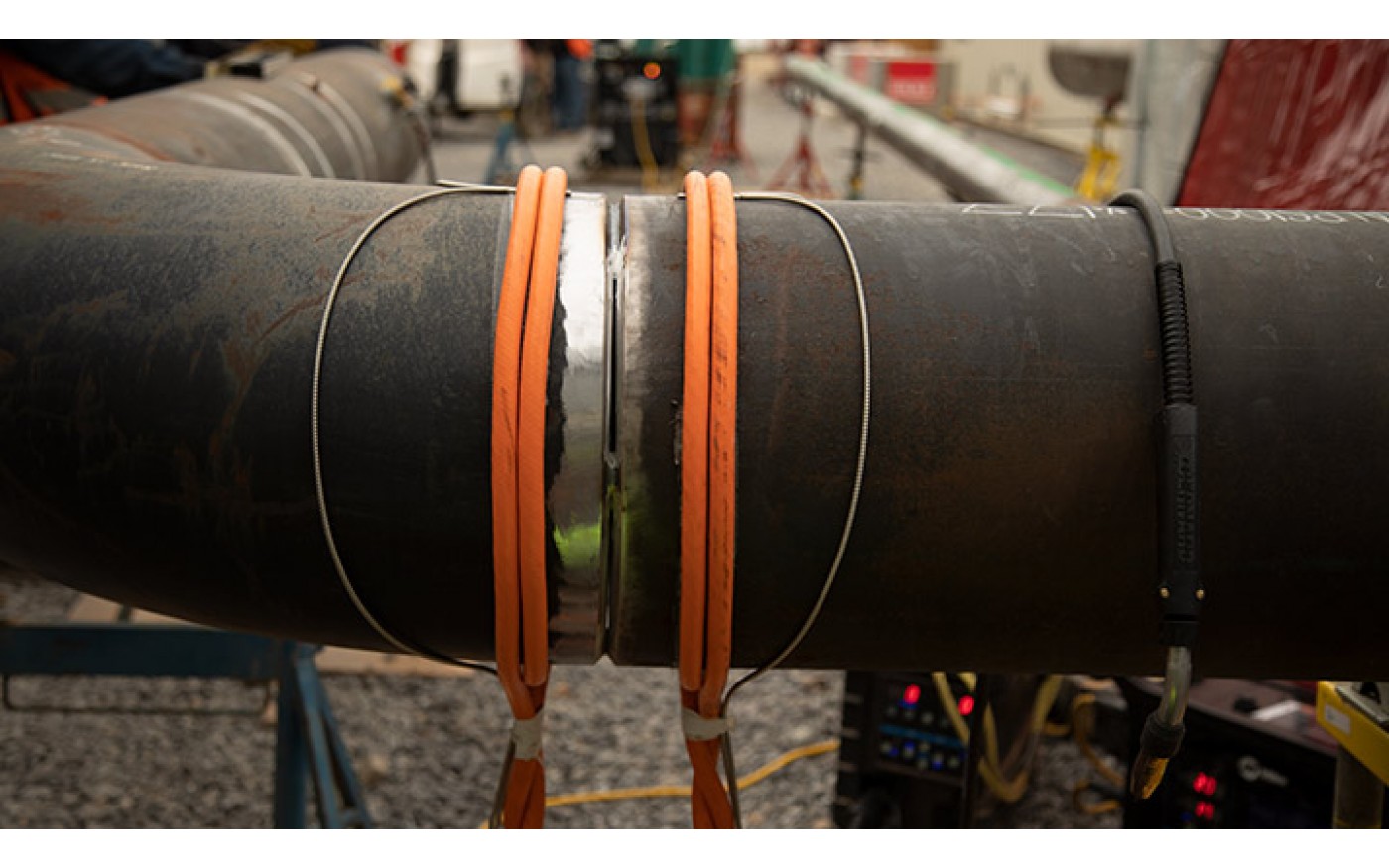
Cảm ứng nhiệt : Quá trình này sử dụng điện trường tạo ra dòng điện xoáy bên trong vật liệu nền, làm nóng nó từ bên trong. Các phụ kiện cảm ứng như dây cáp gia nhiệt hoặc chăn, tạo ra từ trường và được đặt trên hoặc gần vật hàn để lượng nhiệt được cung cấp liên tục, nhiệt được kiểm soát và đồng đều ở bất cứ vị trí nào được đặt.
Ngọn lửa: Đốt bằng ngọn lửa, người vận hành đốt nhiên liệu bằng cách sử dụng một ngọn đuốc, đôi khi bằng khí nén. Họ áp dụng ngọn lửa trực tiếp vào bộ phận cần gia nhiệt.
Điện trở : Phương pháp này sử dụng các miếng sứ nung nóng bằng điện đặt trên vật liệu nền. Các tấm đệm truyền nhiệt thông qua bức xạ và dẫn nhiệt tại nơi chúng tiếp xúc.
Miller hiện cung cấp một thiết bị di động nhỏ 8 kilowatt có trọng lượng chỉ 43 pound - Hệ thống làm nóng ArcReach®. Các nguồn hàn ArcReach đã có tại công trường cho phép cung cấp nguồn cho các hệ thống này.
Hệ thống cảm ứng nhiệt mới này được thiết kế để gia nhiệt trước khi hàn và nung tại công trường có tính cơ động và linh hoạt cao, thợ hàn có thể tự gia nhiệt trước khi hàn một cách nhanh chóng và an toàn. Máy gia nhiệt ArcReach mới có thể giúp giải quyết năm thách thức phổ biến liên quan đến gia nhiệt sơ bộ mối hàn trên công trường.

5 thách thức khi gia nhiệt mối hàn trước khi hàn trên công trường
1. Chi phí
Khi so sánh các phương pháp gia nhiệt trước khi hàn, điều quan trọng là phải xem xét chi phí vận hành liên quan đến từng phương pháp.
Lao động là một khoản chi phí đáng kể với phương pháp nung bằng điện trở, hơn nữa mất thời gian cho việc thiết lập có thể phải mất hàng giờ để nung mỗi mối hàn. Với các nhà thầu, chi phí vượt mức là điều phổ biến. Lớp cách nhiệt cần thiết cho gia nhiệt điện trở được coi là chất thải nguy hại và việc xử lý đúng cách sẽ rất tốn kém. Một chi phí tiêu hao khác là miếng sứ, có thể dễ vỡ và cần thay thế thường xuyên. Các chi phí không mong muốn cho sứ bị hỏng có thể làm tăng khoản thanh toán cuối cùng so với chi phí kế hoạch. Ngoài ra, các nguồn năng lượng làm nóng điện trở rất cao và không hiệu quả, ảnh hưởng sự sụt giảm điện năng lớn trên công trường. Mỗi nhóm sứ đều yêu cầu dây nịt và cặp nhiệt điện để cấp nguồn và điều khiển chúng. Ở một số công trường, dây nịt được vận chuyển bằng xe tải.
Việc làm nóng bằng lửa cũng liên quan đến chi phí lao động đáng kể. Gia nhiệt bằng ngọn lửa chậm, vì vậy sẽ tốn nhiều thời gian để làm gia nhiệt và nung nóng vật liệu sau khi người vận hành nghỉ hoặc thay ca làm việc. Ngoài ra, như được quy định trong ANSI Z49.1, người giám sát phải đảm bảo rằng những người giám sát cứu hỏa được chỉ định và cần tuân thủ các quy định về an toàn khi sử dụng ngọn lửa để nung nóng. Chi phí định kỳ cho việc dụng cụ và nhiên liệu không nhỏ. Chi phí nhiên liệu có thể tăng lên do sự kém hiệu quả của hệ thống đuốc nung, vì hầu hết năng lượng từ ngọn lửa làm nóng không khí xung quanh chứ không chỉ vật cần nung.
Hiệu suất làm nóng tổng thể của cảm ứng có thể lớn hơn 90% với thiết kế đầu ra chính xác. Kết quả là, nó mang lại hiệu quả thu hồi cao do tiết kiệm khoản chi phí năng lượng, đặc biệt là đối với các hoạt động cần sử dụng hệ thống nung thường xuyên. Chưa kể thời gian đạt đến nhiệt độ yêu cầu nhanh, quá trình thiết lập dễ dàng, cảm ứng nhiệt cũng giúp tiết kiệm khoản chi phí lao động.
2. Logistics
Các nhà thầu thuê quy trình gia nhiệt bên ngoài. Một số quy trình cũng tốn thời gian để thiết lập hoặc làm chậm để đạt được nhiệt độ thích hợp. Điều này có thể dẫn đến thời gian không hiệu quả cho người vận hành do phải chờ đợi xung quanh nơi làm việc.
Hệ thống gia nhiệt điện trở thường được gia công bởi nhà thầu bên thứ ba. Việc gia nhiệt theo hợp đồng phụ này có thể không hiệu quả khi phố hợp với công việc hàn, gây ra sự chậm trễ và mất thời gian.
Vì thợ hàn có thể sử dụng Hệ thống gia nhiệt ArcReach, doanh nghiệp có thể dễ dàng kiểm soát được lịch trình và thời gian gia nhiệt sơ bộ tại công trường. Ngoài ra, hiệu suất gia nhiệt cảm ứng tổng thể, về hiệu suất dây, có thể lớn hơn 90%, dẫn đến thời gian gia nhiệt nhanh hơn. Điều này cho phép các nhà thầu hoàn thành nhiều mối hàn hơn và đáp ứng các mốc thời gian.
3. Thời gian
Khi quá trình gia nhiệt sơ bộ mối hàn yêu cầu thời gian thiết lập và mất khá nhiều thời gian nên sẽ làm chậm toàn bộ hoạt động hàn.
Thời gian thiết lập để gia nhiệt điện trở có thể mất đến ba giờ cho mỗi mối hàn. Thợ hàn phải đấu dây từng miếng sứ và cấu hình vào hệ thống cáp rất phức tạp. Thời gian chia nhỏ cũng dài. Các thợ hàn phải đợi thiết bị gia nhiệt nguội bớt mới có thể tháo nó ra và chuyển sang mối hàn tiếp theo.
Với gia nhiệt bằng lửa, vật liệu hàn sẽ nguội đi ngay sau khi ngọn lửa được loại bỏ - chẳng hạn như khi thợ hàn giải lao hoặc di chuyển xung quanh công trường. Điều này gây lãng phí thời gian khi vật hàn phải được gia nhiệt lại sau khi nghỉ hoặc thay ca. Trong khi người vận hành có thể tự gia nhiệt trước, họ có thể phải tìm xung quanh công trường để tìm một chai khí propan còn nhiên liệu. Nếu lẫn lộn nhiều chai propan rỗng hoặc nửa chai trên công trường, người vận hành có thể tốn nhiều thời gian để tìm một chai có nhiên liệu.
Với Hệ thống gia nhiệt ArcReach, người vận hành chỉ cần gắn công cụ gia nhiệt vào bộ phận được làm nóng và kết nối hệ thống với cặp nhiệt điện; sau đó chúng đã sẵn sàng để gia nhiệt trước khi hàn. Quá trình thiết lập thường là 20 phút hoặc ít hơn cho mỗi mối hàn. Và các công cụ cảm ứng không bị nóng, người vận hành có thể di chuyển chúng ngay lập tức đến mối hàn tiếp theo mà không cần chờ thời gian hạ nhiệt. Điều này mang lại sự chia nhỏ nhanh hơn nhiều.
4. Chất lượng
Với hệ thống gia nhiệt bằng điện trở, đôi khi miếng sứ bị hỏng hoặc đầu ra bị kẹt ở một nhiệt độ nhất định có thể gây ra mối hàn lạnh hoặc nóng. Do đó, các miếng sứ yêu cầu được giám sát để ngăn chặn hư hỏng do quá nhiệt. Nếu miếng sứ trên một cặp nhiệt điện bị cháy hết, miếng sứ khác sẽ hoạt động mạnh hơn và nóng hơn để cố gắng đưa cặp nhiệt đó đến nhiệt độ thích hợp. Điều này cũng làm cho các mối hàn nóng và lạnh.
Sự gia nhiệt không đều là một vấn đề phổ biến đối với phương pháp gia nhiệt bằng lửa. Lượng nhiệt truyền đến vật hàn cần gia nhiệt phụ thuộc vào một số yếu tố, bao gồm lượng nhiên liệu tiêu thụ, khoảng cách giữa ngọn lửa và mối hàn, thao tác của ngọn lửa thông qua việc điều chỉnh bộ điều khiển khí và kiểm soát tổn thất nhiệt vào không khí.
Cảm ứng nhiệt cung cấp một cấu hình nhiệt đồng đều hơn giúp loại bỏ các điểm nóng cục bộ trong vật hàn và làm nóng vật hàn từ trong ra ngoài - thay vì ép ngọn lửa từ bên ngoài vào trong. Hệ thống gia nhiệt đồng đều với sự thay đổi nhiệt độ tối thiểu giúp đảm bảo chất lượng mối hàn.
Ngoài ra, Hệ thống gia nhiệt ArcReach cho phép tự động tạo tài liệu nhiệt độ - loại bỏ sự không nhất quán và mất thời gian khi thực hiện bằng thủ công. Chúng cho phép gắn tối đa sáu cặp nhiệt đọc nhiệt độ cho nhiều vị trí theo dõi nhiệt độ. Hệ thống phát hiện sự giảm nhiệt độ do hỏng cặp nhiệt điện. Nó cũng tự động ghi lại nhiệt độ mà người vận hành có thể dễ dàng trích xuất bằng cách cắm ổ USB vào cổng USB của thiết bị. Ứng dụng dữ liệu của hệ thống có thể cung cấp các biểu đồ hồ sơ nhiệt có thể được in và lưu để báo cáo.
5. An toàn
Hệ thống gia nhiệt điện trở sử dụng các miếng sứ được làm nóng, làm tăng nguy cơ ngay bỏng. Ngoài ra còn có các nguy cơ điện giật khi các hạt gốm vỡ ra khỏi miếng sứ và đầu nối có dây dẫn điện bị hở và không được sửa chữa khi cần thiết.
Hệ thống gia nhiệt bằng lửa có những rủi ro khi làm việc xung quanh ngọn lửa và các sản phẩm phụ từ khí độc, làm tăng nguy cơ bị bỏng, và cháy nổ.
Hệ thống gia nhiệt cảm ứng với Hệ thống gia nhiệt ArcReach mang lại một môi trường an toàn hơn do công cụ gia nhiệt luôn mát (chỉ bộ phận gia nhiệt nóng) và không có khói độc hại. Thêm vào đó, công trường có thể là những nơi ồn ào; hệ thống gia nhiệt cảm ứng là một quá trình hoạt động yên tĩnh không gây tiếng ồn như gia nhiệt bằng lửa.
Kiểm soát việc gia nhiệt sơ bộ mối hàn trên công trường,
Gia nhiệt cảm ứng mang lại nhiều lợi ích giúp hoạt động tối ưu hóa hiệu quả, giảm chi phí và giảm nguy cơ về an toàn so với các phương pháp gia nhiệt sơ bộ mối hàn khác.
Máy gia nhiệt ArcReach mới cung cấp thêm tính di động, dễ sử dụng và linh hoạt cho các nhu cầu gia nhiệt trước tại công trường - do đó các hoạt động có thể kiểm soát quá trình gia nhiệt sơ bộ mối hàn và tiết kiệm thời gian và tiền bạc. Truy cập www.hoathinh.com.vn để tìm hiểu thêm.






")
















![[Hướng dẫn] Cách hàn MIG nhôm thành công](https://www.hoathinh.com.vn/image/cache/catalog/tin-tuc/hàn mig nhôm 1-1-1200x750.jpg "[Hướng dẫn] Cách hàn MIG nhôm thành công")












 Và Cải Thiện Hiệu Quả Quy Trình Hàn Công Nghiệp")





![[Hướng dẫn] Giám sát dữ liệu hàn trong sản xuất](https://www.hoathinh.com.vn/image/cache/catalog/tin-tuc/giám sát giữ liệu hàn 2-1200x750.jpg "[Hướng dẫn] Giám sát dữ liệu hàn trong sản xuất")

")




