
Máy hàn Tig inverter là gì?
Hàn TIG được ứng dụng đầu tiên trong ngành công nghiệp hàng không cách nay khoảng 80 năm, do nhu cầu kết nối các vật liệu nhôm và ma nhê (magnesium) lúc bấy giờ. Ban đầu, máy hàn với dòng ra xoay chiều có chu kỳ giới hạn ở 60 Hz/giây và dạng sóng hình sin (sinewave) tương tự dạng sóng của dòng điện nguồn vào máy.
Có rất nhiều sản phẩm tốt đã được chế tạo bởi những cổ máy huyền thoại này, nhưng công nghệ vẫn tiếp tục phát triển. Hơn 20 năm sau, các thiết bị hàn tích hợp công nghệ biến tần đã trở nên phổ biến. Vậy công nghệ biến tần là gì và nó có thể mang lại lợi ích như thế nào cho bạn?
Về cơ bản, máy hàn biến tần sử dụng mạch bán dẫn tinh vi để tăng công suất 60 Hz lên khoảng 100.000 Hz, sau đó điều chỉnh dòng điện như mong muốn trước khi đưa nó về phạm vi dòng điện cần sử dụng khi hàn. Các mạch hoạt động ở tần số cao hiệu quả hơn nhiều, nghĩa là kích thước và trọng lượng của máy hàn có thể giảm đáng kể, thêm vào đó máy tiêu thụ ít điện năng hơn, điều này đặc biệt có lợi khi máy hàn phải làm việc trong điều kiện nguồn cung cấp điện vào cho máy bị giới hạn.
Một số máy hàn cũ đã sử dụng cuộn biến thế nặng hơn 60kg, đó là lý do vì sao có nhiều máy hàn TIG to như một cái máy giặt. Với công nghệ inverter, cuộn biến thế khổng lồ được thay thế bằng mạch bán dẫn có kích thước bằng quả cam, nặng khoảng 2.3kg. Mạch bán dẫn nhỏ này có khả năng vượt xa một cuộn biến thế truyền thống, sinh ra ít nhiệt hơn khi hoạt động và đơn giản là tốt hơn về mọi mặt.
Mạch bán dẫn có thể làm được nhiều điều kỳ diệu hơn như: thay đổi tần số của dòng điện hàn xoay chiều và sửa đổi dạng sóng, có thể tạo "xung". Xung mang lại nhiều lợi ích khi hàn, nhưng đó là câu chuyện khác. Trong bài viết này, chúng tôi sẽ đề cập đến nhiều dạng sóng đang được ứng dụng trong máy hàn inverter và xem chúng có thể giúp gì cho bạn trong công việc hiện tại.
Phần lớn máy hàn TIG hiện nay là máy hàn một chiều (DC). Đây là sự lựa chọn phổ biến khi hàn thép các bon và thép không rỉ, titan, đồng và hầu hết các kim loại khác. Dòng điện DC không có dạng sóng sin, nó chỉ chạy theo một hướng thường là từ điện cực đến phôi. Với kết nối phân cực âm (DCEN) phần lớn nhiệt sẽ tập trung vào phôi hàn, nhờ vậy nhiệt trên điện cực vonfram được giảm đáng kể.
Có nhiều lý do để hàn nhôm với máy hàn AC. Nhôm có khả năng với oxy rất cao, vì vậy trên bề nhôm luôn có một lớp oxit nhôm. Nhôm nóng chảy khoảng 6500C, nhưng lớp oxit nhôm nóng chảy hơn 20000C. Nếu bạn hàn nhôm bằng DCEN, lớp oxit nhôm trên vũng hàn sẽ cản trở phần nhôm mà bạn đang cố hàn. Với dòng điện AC, lớp màng oxit bị phá vỡ khỏi bề mặt nhôm khi dòng điện di chuyển từ phôi sang điện cực (trong chu kỳ dương EP). Đây là một yếu tố đột phá khiến việc hàn nhôm trở nên dễ dàng hơn.
Các máy hàn có sẵn hiện nay có thể sử dụng điện nguồn với tần số 50HZ hoặc 60HZ, Dạng sóng dòng điện AC đầu ra có thể thay đổi theo các dạng đường cong "hình chuông" hoặc hình sin như hình.
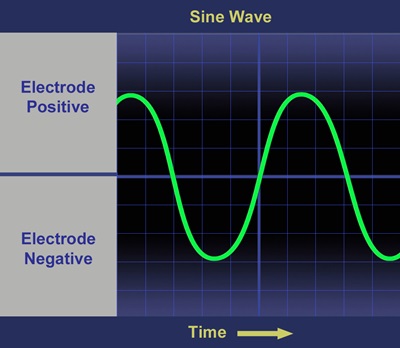
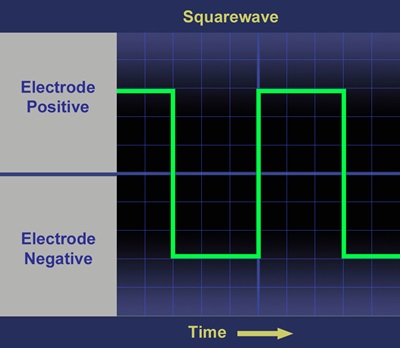
Sóng hình sin giúp hồ quang hàn ổn định hơn, nhưng đôi khi dạng sóng này cần được thay đổi để đạt được những lợi ích tối ưu hơn. Sóng vuông là sự thay thế đầu tiên cho sóng sin. Nhiệt lượng vào kim loại được biểu thị bằng diện tích bên trong biểu đồ của dạng sóng, do đó dễ dàng nhận thấy rằng sóng vuông truyền nhiệt nhiều hơn sóng sin. Bởi vì việc chuyển đổi gần như tức thời, nó loại bỏ các phần cong và suy yếu của chu kỳ sóng.
Khi bạn hàn, hồ quang sóng vuông có cảm giác khác hơn so với sóng sin, mức độ truyền năng lượng nhiệt cũng cao hơn, điều này giúp bạn có thể hàn nhanh hơn.
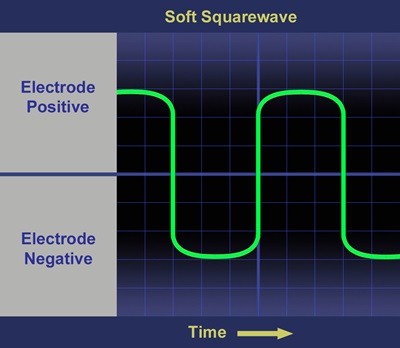
Máy hàn TIG Miller® Diversion™ TIG với dang sóng cải tiến ‘Soft squarewave’, là sự pha trộn giữa sóng sin và sóng vuông. Dạng sóng này cung cấp nhiệt lượng đầu vào cao, cùng với khả năng kiểm soát vũng hàn tốt và hồ quang ổn định. Dạng sóng này lý tưởng cho hầu hết các công việc hàn.
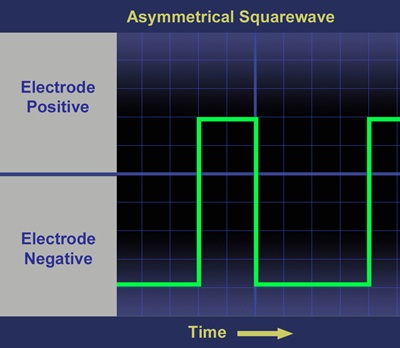
Ban đầu, dạng sóng vuông đối xứng có lượng dòng điện bằng nhau ở phân cực EN và EP. Các máy hàn điện tử ngày càng phức tạp hơn, có thể thay đổi tỷ lệ phần trăm thời gian sóng ở phân cực EN và EP một cách độc lập. Điều này cho phép người thợ dễ dàng thay đổi "cân bằng" (AC balance) để lựa chọn độ ngấu (tăng thời gian dòng EN) hoặc khả năng làm sạch bề mặt vật hàn (tăng thời gian dòng EP). Khi công nghệ phát triển hơn nữa, biên độ dòng điện trong EN và EP cũng có thể được điều chỉnh độc lập. Việc kiểm soát chính xác các thông số này cho phép người vận hành tối ưu hóa hồ quang cho các ứng dụng cụ thể.
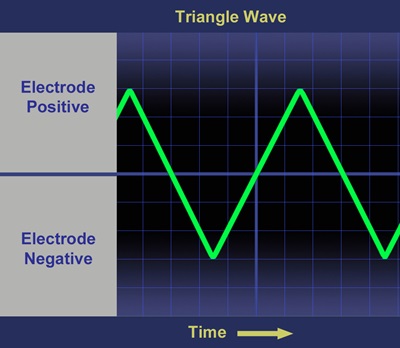
Có một dạng sóng độc đáo khác được tạo ra bằng công nghệ inverter, đó là sóng Tam giác (Triangle wave). Dạng sóng này truyền năng lượng nhiệt nhỏ hơn vào kim loại được hàn, có thể giúp giảm biến dạng khi hàn vật liệu rất mỏng.
Một ứng dụng có thể hữu ích khi sử dụng chu kỳ hàn không cân bằng là hàn kim loại có độ dày ở giới hạn trên khả năng của máy. Bằng cách tăng thời gian phân cực EN của chu kỳ, bạn có thể truyền thêm một chút nhiệt vào kim loại cơ bản, đôi khi có thể giúp bạn loại bỏ nhu cầu làm nóng sơ bộ.
Một ứng dụng khác hữu ích khi sử dụng chu kỳ hàn không cân bằng là khi bạn cần hàn đắp bề mặt. Tăng thời gian phân cực EP của chu kỳ sẽ làm mối hàn rộng hơn và độ ngấu nông hơn.

Hãy thực hiện một số nguyên tắc như sau để có được mối hàn hoàn thiện hơn. Người viết đã sử dụng máy hàn Dynasty® 210 DX cho bài viết này, máy này cho phép bạn nhanh chóng chuyển đổi giữa các dạng sóng khác nhau, đồng thời giúp bạn kiểm soát chính xác các thông số hàn.
Đối với tất cả các dạng sóng, bạn có thể thay đổi sự cân bằng giữa phân cực EN và EP của chu kỳ. Đối với hầu hết các công việc, 75% EN được ưu tiên hơn, vì 25% EP thường là đủ để làm sạch, nhiều hơn mức này có thể giới hạn tổng lượng nhiệt đầu vào, điều này có thể làm giảm độ ngấu của mối hàn.
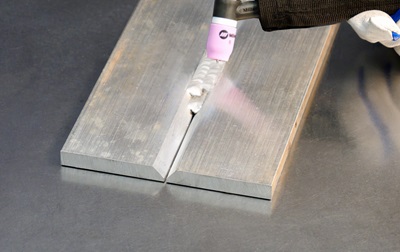
Có một manh mối để quan sát bằng mắt mức độ làm sạch EP. Hãy quan sát kỹ biên và vùng mờ của một mối hàn nhôm, bạn có thể thấy một vùng kim loại bị 'mờ' ngay bên cạnh hai biên đường hàn. Phân cực EP càng lớn, vùng bị mờ này sẽ càng rộng. Ảnh bên dưới mô tả sự khác biệt này. Đường hàn bên phải được hàn ở 90% EN (10% EP) và đường hàn bên trái được hàn ở 50% EN.

Không có lợi ích gì khi sử dụng nhiều phân cực EP hơn mức cần thiết, nhưng các tạp chất trong trên vật liệu hàn có thể khác nhau. Hãy bắt đầu bằng vài đường hàn thử nghiệm, nó sẽ giúp bạn tìm ra tỷ lệ phân cực phù hợp nhất cho một công việc cụ thể. Tôi thường sử dụng 75% phân cực EN cho hầu hết quá trình hàn nhôm của mình, như ảnh bên dưới.

Khi bạn bắt đầu hàn thử nghiệm các dạng sóng khác nhau và điều chỉnh chúng cho phù hợp với từng ứng dụng, bạn có thể đạt được cấp độ kiểm soát mới với từng công việc cụ thể của mình.
Thông tin về Ron Covell

Ron Covell là một thợ hàn và thợ kim loại tài năng trong ngành công nghiệp ô tô. Covell là người đóng góp cho Hot Rod Network, nơi ông có một chuyên mục nổi tiếng với tiêu đề "Các mẹo gia công kim loại của Giáo sư Hammer". Ông cũng sở hữu Covell Creative Metalworking, cung cấp DVD hướng dẫn gia công kim loại và tổ chức các hội thảo trên khắp đất nước.
Nguồn: Millerwelds.com







")
















![[Hướng dẫn] Cách hàn MIG nhôm thành công](https://www.hoathinh.com.vn/image/cache/catalog/tin-tuc/hàn mig nhôm 1-1-1200x750.jpg "[Hướng dẫn] Cách hàn MIG nhôm thành công")












 Và Cải Thiện Hiệu Quả Quy Trình Hàn Công Nghiệp")






![[Hướng dẫn] Giám sát dữ liệu hàn trong sản xuất](https://www.hoathinh.com.vn/image/cache/catalog/tin-tuc/giám sát giữ liệu hàn 2-1200x750.jpg "[Hướng dẫn] Giám sát dữ liệu hàn trong sản xuất")

")




